海门通过式抛丸机供应
发布时间:2024-03-21 01:14:31
海门通过式抛丸机供应
抛丸机抛头轴承毛病缘由剖析与采取措施,抛头轴承耗过程中抛头轴承的主要问题有:设备不标准、光滑油短、疲劳磨损、外力损坏等。相应措施:严格按标准停止装置,定期维修轴承,加注润滑油,改善光滑条件。原抛头轴承体部位采用高压枪给油方式,8个抛头加注一遍光滑油需用3小时才干完成,既不平安又浪费时间。目前,每个抛头轴承部分通过高压钢丝软管连接,由高压油泵自动加油。8个抛头只需10分钟就只需10分钟,效率高。滑润油的选用能否得当将直接影响抛丸机的运用寿命和良好的机器性,通常抛头轴承外表温度不易超越60°,采用改造性的磺基聚合脂1615EN,该脂具有强抗水性;防腐蚀性;耐高温性(比普通锂基脂高100°),运用寿命长的特性。选用轴流风机停止强制散热,降低轴承环境温度,增加抛头体排气孔,自动加注光滑油。定期检修叶轮、叶片、护板和皮带等,消弭外力产生的机械共振。

海门通过式抛丸机供应
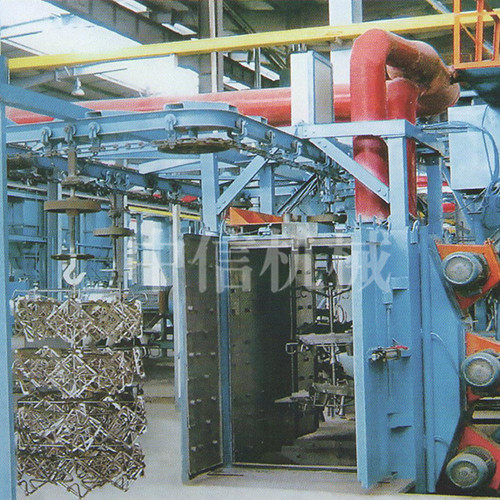
通过式抛丸清理机的特点,华球体育(中国)科技有限公司官网,又称通过式抛丸机,主要用于制造钢板、金属结构件、机床、钢制品、格栅、工程机械和桥梁。采用喷砂处理锈层,可使锈层表面结垢,获得均匀、均匀的金属光泽,从而提高涂层质量和防腐效果。随着我国环境污染的日益严重,酸洗精加工逐渐被市场淘汰,钢结构抛丸清理机的机会不断增加。喷砂室主体为8mm厚钢板焊接而成的箱式结构,强度高,无震动。铸钢Mn13防护板保护(单班生产寿命2-3年)采用所选连接板作为接线口,有效延长箱体使用寿命,充分利用回弹进行二次整理。前后密封壳选用8个活页弹簧密封装置,能有效防止密封圈飞溅,减少密封圈磨损。其它密封层采用高耐磨性橡胶板密封。抛丸机厂家为了减少颗粒掉落时底漏斗的碰撞,设置了缓冲角。滚轮工作台两端设有隔板,防止工件在不工作时发生偏置。由工件大小决定抛丸次数,可以减少不必要的能量浪费,减少设备的不必要损伤。

海门通过式抛丸机供应
抛丸机厂家在冶金工业钢材的生产制造中,抛丸或酸洗钝化是一种选择机械设备或有机化学协同去除磷皮的加工工艺,以确保许多钢材生产制造中的高产量。在铁氧体磁芯、不锈钢板、金属板等合金钢板的生产和制造过程中,必须在冷轧工艺的全过程中进行淬火,然后进行除锈或酸洗钝化,以确保冷轧板的粗糙度和厚度精度。根据当代金属材料强度理论,提高金属材料内部相对移位密度是提高金属材料抗压强度的关键方向。实践经验抛丸除锈是提升金属材料位错构造的切实可行的加工工艺方式。这对于一些不能根据改变硬底化或保持改变硬底化的钢件具有非常关键的实际意义。航空公司、航空工业生产、汽车、大型拖拉机等部件规定轻混凝土化,但可信度规定越来越高。关键的加工工艺对策是选择抛丸加工工艺,提高预制部件的抗压强度和疲劳性能。
海门通过式抛丸机供应
如何保证抛丸机喷砂清理的预期效果?很多人可能存在疑惑。其实铸铁件不仅仅是抛丸清理。对于相对较大的物品,沙子必须先在桶中清洗。铸铁件的冒口是去掉的,然后在桶里滚。抛丸前,备件在桶内相互碰撞,去除表面大部分砂子。科学研究表明,就损伤而言,金属复合材料表面的拉应力比压应力容易得多。当表面受力时,原材料的疲劳寿命进一步提高。因此,当轴等易开裂的零件出现表面压力时,通常采用抛丸来延长货物的使用周期。此外,金属复合材料对拉伸应力非常敏感,这意味着原材料的抗拉强度远低于降低的抗压强度。这是因为拉伸强度(抗压强度,抗压强度)通常用来表示金属复合材料的性能。人们经常乘坐人们经常乘坐的厚钢板车辆的行驶面,可以显著提高原材料的疲劳性能,延长车辆的使用周期。抛丸除锈是利用电机驱动离心叶轮旋转,在向心力的作用下抛丸。使钢件表面达到一定的表面粗糙度,使钢件牢固耐用,或将钢件的焊接拉应力转化为压应力,从而提高钢件的使用周期。基本用于机械设备的一般工业领域,如维修、造船、汽车零部件、机场零部件、大型枪支、罐头肉、地面道路、桥梁、钢结构、夹层玻璃、厚钢板管等。抛丸设备可以清除钢铁零件上的铁锈和污垢。目的是提前为下一步做准备。需要保证下一道工序的表面粗糙度和表层的一致性。

海门通过式抛丸机供应
抛丸机常见的问题与处理方法:叶片损坏缘由剖析与采取措施,抛丸机厂家的叶片大多不断被抛出的弹丸冲击,因此叶片是抛丸机中易损坏的部件。叶片的磨损或开裂会使叶轮在高速旋转时产生振动检查发现叶片有深沟或磨损一半以上应及时更换。此外,叶片铸造缺陷必然会加速叶片的磨损。由于有铸造缺陷的叶片会使弹丸在运动过程中弹跳,反过来会冲刷叶片,加剧叶片的磨损。为保证抛丸机运行的稳定性,叶片更换必须成双成对停止,即必须同时更换叶片,以达到良好的动态平衡。如果抛丸机的叶片问题导致抛头工作异常,则更换所有叶片。不得使用有铸造缺陷的叶片。注意装置叶片时,1组8片叶片的重量差不大于5克。分析定向套的损坏原因并采取措施。抛丸机的定向套固定在抛丸机壳体上。旋转定向套可以改变抛丸方向。当定向套内有深槽或定向套口磨损约10mm时,应更换。定向套窝口与叶轮中心线的偏移角度决定了弹丸的径向散射角,一般在45°左右。